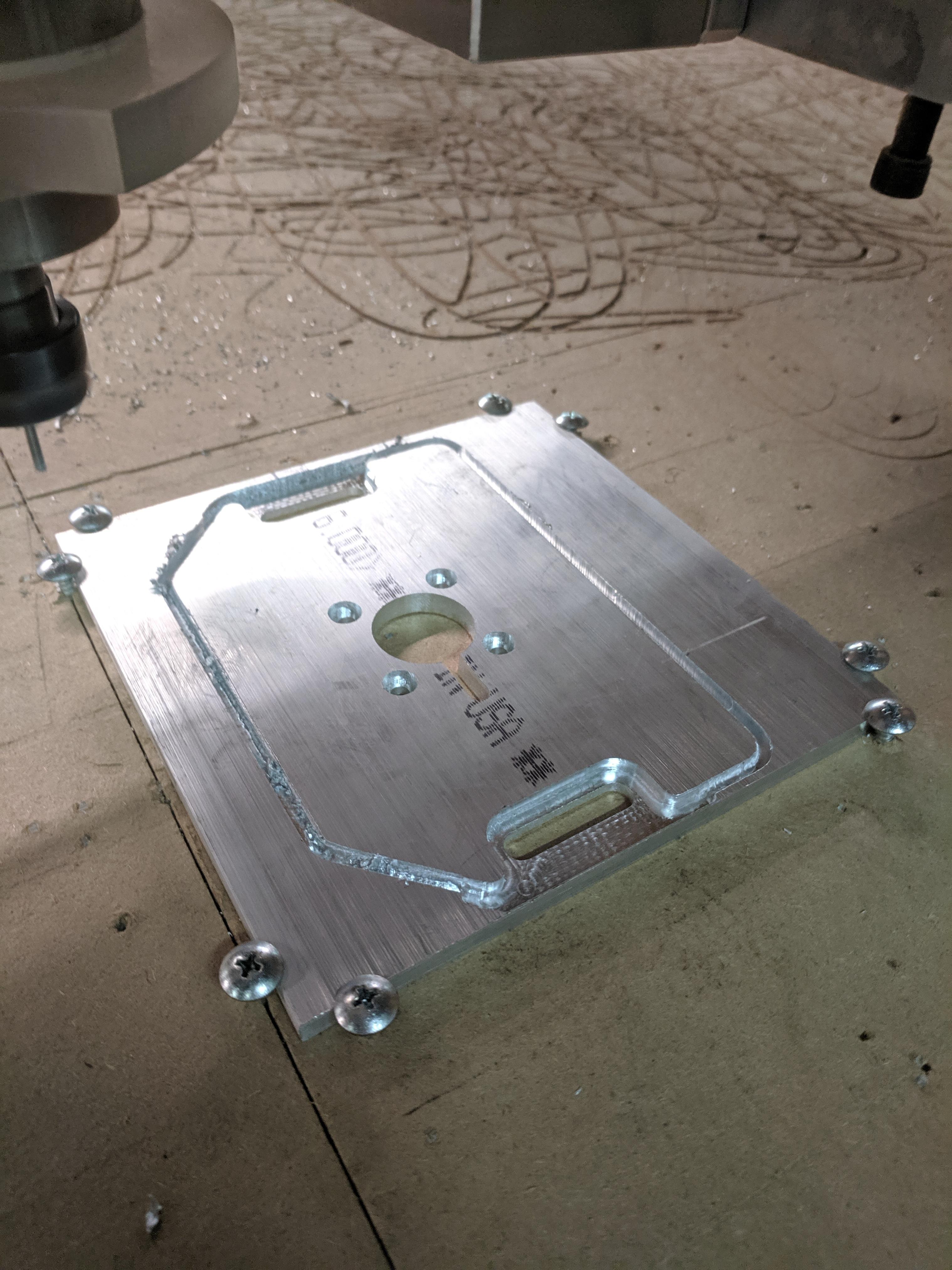
Bottom line: It works! (part is the motor mount for the Roland CNC’s new spindle motor)
I was a significant learning experience though, so I figured I would share my experience in case anyone else wants to try.
I tried it out last night, and figured I would share my results in case anyone else has wanted to make part out of aluminum but been scared to try
The photo above shows both the good and the bad if you look closely.
I started milling the holes and slots/pockets, all of which were wider than the 1/8" end mill I used. these featured milled very nicely, there was little to no chatter, the part stayed cool, and the surface finish was nice. The cutting parameters I was using were:
1/8", 2 flute, Carbide Endmill
24000 RPM spindle speed (~786 SFM, would have done 800+ SFM, but 24000 RPM is the big CNC spindle’s max speed)
140 in/min feed rate (~.003 in/tooth, 2-3% of end mill diameter)
.0125 in depth of cut (10% of end mill diameter)
.050 in stepover (40% of end mill diameter)
The problems only started when it came to cutting the part outline to separate it from the plate (not pictured, but before it cut through, I put screws in the holes already milled). The outline cut was a full width of the cutter slot, and this very rapidly lead to heat buildup and I started having chip welding to the endmill and to the cut surfaces of the slot. The part got VERY hot, and the surface finish was terrible on this cut.
I may have been able to avoid this by slowing down the spindle speed and feed rate and/or using coolant (though, probably not a good idea to use coolant on a CNC used for wood). Based on how nicely it cut everything other than the endmill-width slot, I think the better option would be to simply forcing it to cut a wider slot when separating the part from the stock. In V-Carve, this could be done by offsetting the outline vector outward by 1.9x the endmill diameter, and instead of using the profile toolpath, use the pocket toolpath option to clear the full space between the two vectors. this would force the router to cut a groove 1.9x the endmill width with two passes around the part for each step down. While this may take a few more minutes, it gives space for the chips to evacuate and prevents the endmill from rubbing on both sides of the slot and overheating (The extra time should not be a big deal either, the part pictured above was only 16 minutes of machine time).
Using a better program for toolpath generation (Fusion 360, mastercam, etc) would also give the option of cutting the outline with a trochoidal toolpath, which would be even better at ensuring the chips had good clearance for evacuation
Anyone have more experience with doing this and can point me to other ways to make this work better? Anyone have any aluminum parts you want to mill? It’s exciting to know our CNC can do it!
Thanks,
Kevin McLeod
Woodworking Warden & Secretary

